
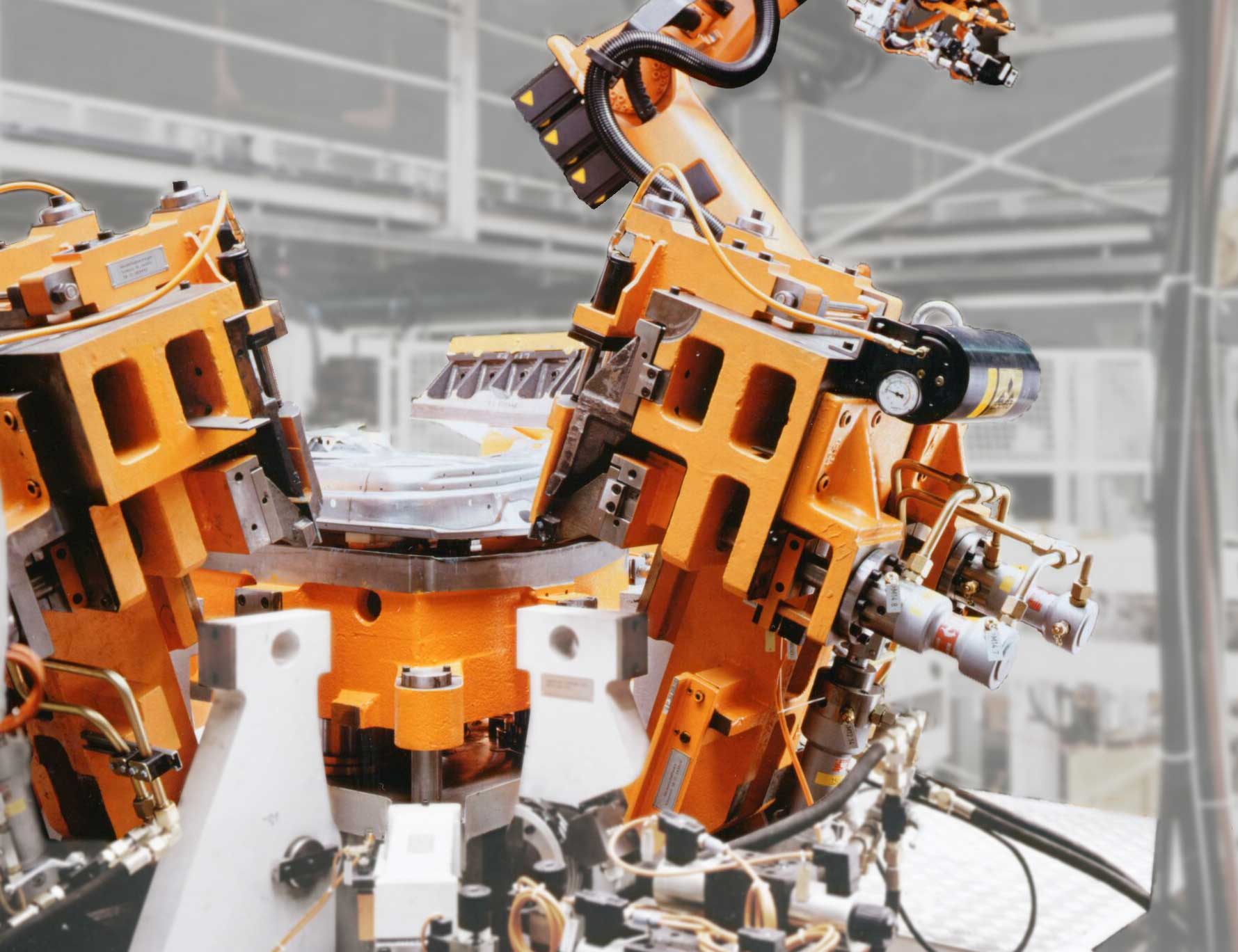
Impianto di aggraffatura per l'industria automobilistica
Cilindri idraulici, cilindri a norma
Nell'ambito della produzione in serie, l'aggraffatura offre numerosi vantaggi rispetto alla saldatura: è una tecnica di giunzione che può essere utilizzata in punti visibili senza richiedere rilavorazioni. La sola tecnologia di giunzione consente di sigillare e quindi proteggere dalla corrosione. Inoltre, è possibile aggraffare qualsiasi metallo, compresi gli elementi delle carrozzerie in alluminio, per i quali la saldatura comporterebbe un enorme lavoro supplementare.
Cilindro idraulico Hänchen come unità Plug-and-Play. 13 cilindri a norma funzionano non-stop fino a 27 turni a settimana. Grazie all'affidabilità e all'elevata durata dei cilindri Hänchen, Audi può rinunciare allo stoccaggio di ricambi.
- Elevata durata dei cilindri idraulici
- Servizio di ricambi rapido
- Consulenza presso la vostra sede
- Cilindri che lavorano con precisione


- Pressione di 100 bar a 80 N/mm
- Cilindri idraulici affidabili
- Precisione dimensionale di soli ± 0,2 mm
- Tempo di aggraffatura di 20 secondi
- Cilindro idraulico della serie 120
- Cilindro a norma con dimensioni di montaggio secondo ISO 6020-1 della serie 160
- Sistema di guarnizione: Servocop®
I protagonisti di questo processo sono 13 cilindri idraulici Hänchen del programma a catalogo. Dal 1991, infatti, l'attrezzeria Audi di Ingolstadt utilizza nei suoi impianti di aggraffatura i prodotti dello specialista di oleodinamica di Ostfildern, vicino a Stoccarda. Questi impianti di aggraffatura collegano, in tutto il Gruppo VW e oltre, le parti esterne e interne, ovvero i gruppi saldati di portiere, cofani anteriori e posteriori, telai laterali senza saldatura. "I cilindri idraulici sono un componente fondamentale, a cui vengono richieste le massime prestazioni", così Dipl.-Ing. (FH) Ernst Beringer dell'attrezzeria Audi descrive i requisiti. "Come soluzione di azionamento ad alta forza e precisione, devono lavorare 15-17 turni a settimana senza interruzioni. Inizialmente, per questo compito utilizzavamo cilindri a tiranti, che però non soddisfacevano i nostri requisiti di resistenza. Da nove anni utilizziamo i cilindri idraulici Hänchen e siamo molto soddisfatti." Ciò si esprime, ad esempio, nel fatto che non vengono tenuti a magazzino ricambi per i cilindri idraulici. Si rinuncia persino a una scorta di guarnizioni, poiché Hänchen garantisce un servizio mondiale per questi componenti con tempi di consegna di 24 ore. Così, nonostante la forte concorrenza, la divisione attrezzeria di Audi AG fornisce le aziende VW in Germania e all'estero, nonché oltreoceano, e produce inoltre impianti di aggraffatura per altri fornitori di impianti di carrozzeria. Con la mentalità di un fornitore di sistemi, afferma Beringer, questi impianti di aggraffatura soddisfano gli elevati standard di qualità dei clienti.
Unità Plug-and-Play dall'HäKo
Il cilindro idraulico è quindi per i costruttori di impianti un'unità plug-and-play, che come cilindro a norma Hänchen è realizzato con una tale precisione dimensionale che una sostituzione può avvenire in qualsiasi momento e in tutto il mondo durante il turno di manutenzione della domenica. Per semplificare, vengono utilizzati solo tre tipi, che Beringer e il suo team selezionano e ordinano con l'aiuto del configuratore Hänchen HäKo. In questo modo, i cilindri a norma possono essere adattati in modo ottimale alla rispettiva situazione di montaggio. Inoltre, l'HäKo consente un acquisto economico e garantisce tempi di consegna il più brevi possibile. "Qui iniziano qualità ed economicità nell'approvvigionamento", afferma il progettista.
L'impiego dell'idraulica
La qualità di un'aggraffatura è determinata in particolare dal raggio di aggraffatura: più stretto è, meglio è. Per raggiungere questo obiettivo, gli ingegneri Audi procedono come segue: la parte esterna, la cui flangia è aperta a circa 90 gradi, viene inserita nell'impianto di aggraffatura e posizionata con precisione. Un robot aggiunge il gruppo saldato da unire come parte interna. I cilindri idraulici chiudono le staffe a C con le ganasce di aggraffatura e portano in posizione le ganasce di pre-aggraffatura per la prima fase di aggraffatura. Un altro cilindro idraulico sposta il letto di aggraffatura verticalmente verso l'alto e genera quindi la pressione necessaria per chiudere le aggraffature fino a un angolo di apertura di 45°. A questo punto, le ganasce di pre-aggraffatura vengono ritratte di nuovo idraulicamente. Il letto di aggraffatura continua a muoversi contro le ganasce di aggraffatura finale e chiude le aggraffature con una pressione elevata corrispondente di 100 bar, calcolata a 80 N/mm sulla lunghezza dell'aggraffatura. In questo modo, l'impianto raggiunge il piccolo raggio di curvatura richiesto. Infine, le staffe a C vengono riaperte, il pezzo aggraffato viene rimosso dall'impianto di aggraffatura e ulteriormente lavorato nel processo di produzione corrispondente.
Impianti di aggraffatura di terza generazione
L'idea di innestare le ganasce di pre-aggraffatura tramite una funzione a slitta ha reso l'impianto di aggraffatura significativamente più compatto ed economico. Nella prima generazione, la pre-aggraffatura veniva eseguita in una pressa alta 5 metri, la finitura dell'aggraffatura in un'altra unità altrettanto grande. Nella seconda generazione, le ganasce di aggraffatura erano montate una sopra l'altra in due gruppi separati. Il processo veniva ora eseguito in un impianto alto 2,2 metri. I nuovi impianti di terza generazione con le staffe a C sono in uso dal 1998 e sono alti solo 1,6 metri. Grazie a questa ottimizzazione dei movimenti, si realizza il breve tempo di aggraffatura di 20 secondi menzionato.
Idraulica – Una base essenziale per l'alta precisione negli impianti di aggraffatura
Componenti idraulici di alta qualità creano un prerequisito fondamentale per soddisfare le esigenze dei clienti in un impianto di aggraffatura. Infatti, forniscono le forze necessarie e consentono un'elevata precisione nei movimenti e nel posizionamento, secondo l'esperienza dell'attrezzeria Audi. "Con Hänchen, noi di Audi abbiamo un partner collaudato. Così, con cilindri idraulici precisi con la massima disponibilità in impianti di aggraffatura compatti, possiamo raggiungere dimensioni delle fessure che soddisfano i più elevati standard di qualità a livello mondiale", è convinto Behringer.
© Hänchen 2001